
Product Center
| FRW-70C |
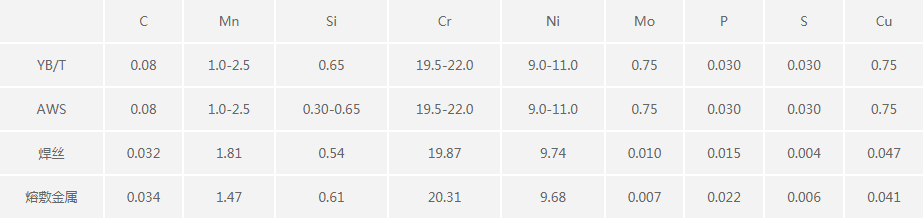
符合:
GB/T 10045 T492T1-0C1AU
AWS A5.20 E70T-1C
ASME SFA-5.20M E490T-1C
AWS A5.36M E490T1-C1A2-CS1
ENISO 17632-A:T 42 2 R C1 1
ENISO 17632-B:T 49 2 T15-1 C1 A
|
| 490MPa級(jí)/鐵粉型耐底漆 |



焊接要項(xiàng):
1.焊劑使用前須經(jīng)300-350℃烘干1~2小時(shí);焊絲使用前應(yīng)是干燥、無(wú)油、無(wú)銹蝕狀態(tài);
2.焊接前注意清潔母材鐵銹、油污、水分等雜質(zhì);
3.厚板底道焊接時(shí)應(yīng)采用低電壓、小電流、慢速焊接,建議多層多道焊接,預(yù)熱及道溫16-100℃。

江蘇孚爾姆焊業(yè)股份有限公司
江蘇泰孚焊材科技有限公司
江蘇孚爾姆智能裝備有限公司
電話:+86-510-86688137
傳真:+86-510-86688139
郵箱:fuermuwelding@163.com
地址:江蘇省江陰市臨港街道申泰路11號(hào)
注微信公眾號(hào)")
注抖音號(hào)")
 低碳鋼及高強(qiáng)鋼用
低碳鋼及高強(qiáng)鋼用 藥芯焊絲
藥芯焊絲